The term Total Productive Maintenance (TPM) evolved from the parts manufacturing and assembly industry in Japan. Its parallel evolution with the Toyota Production System during the 1950’s thru 1960’s makes it intimately linked with Lean.
The concept of TPM can be confusing for some managers in the process industry who ask;
- Is TPM a maintenance system or an improvement system?
- Should TPM take the place of Lean, 6 Sigma and TOC packages?
- How does TPM relate to Reliability-Centred Maintenance?
- If TPM is separate from my CI program then how do they work together?
- The key metric of TPM, Overall Equipment Effectiveness, confuses me. How do I apply it to my processing business?
There are 5 TPM characteristics that should be clarified to suit the needs of a unique factory in the process industry. Examination of these 5 characteristics help to answer these important questions.
These 5 characteristics are;
- Clarity and Priority
- Overall Equipment Effectiveness (OEE) metric
- Distinction between continuous improvement and TPM
- Reliability-centred maintenance
- Resource allocation & prioritisation
So, dealing with each one …….
1. Clarity and priority
There are 8 core activities in a generic TPM system²:

| Focussed Improvement | Is an improvement activity performed by cross-functional project teams. These activities are designed to minimise targeted losses that have been carefully measured and evaluated. |
| Autonomous Maintenance | Operators become involved in routine maintenance and improvement activities that halt accelerate deterioration, control contamination, and help prevent equipment problems. |
| Planned Maintenance | Embraces 3 forms of maintenance: breakdown, preventative and predictive. Planned maintenance activities emphasize monitoring mean times between failures (MTBF). |
| Education & Training | Must be tailored to serve the individual’s and businesses needs. |
| Early Management | The purpose of these activities is to achieve – quickly and economically – products that are easy to make and equipment that is easy to use. |
| Quality Maintenance | Variability in product quality is controlled by controlling the condition of equipment components that effect it. |
| Administrative & Support Department Activities | Support functions are viewed as an “information factory” and use process analysis to streamline the information flow. |
| Safety & Environment | Operability (HAZOP) studies combined with accident prevention training and near-miss analysis are effective ways of addressing these concerns. |
This generic approach, introduced 20 years ago, can be refined for a complex processing factory (see below). We have called it the Bullant Reliability & Maintenance Excellence approach although this is just to distinguish it from the generic approach. For the process industry, every maintenance system should be custom-made for the unique production system and business environment.
We have consolidated activities in order of priority (i.e. from left to right) for the process industry. This provides more clarity in terms of priority and helps to focus scarce resources (when compared to the higher labour levels in the parts assembly industry) for maximum effect.

| Probe Production System | A blend of Industrial Engineering analysis techniques designed for the unique characteristics of the processing line and supply chain. This system is used to prioritise activities in the rest of the reliability and maintenance system. |
| Nurture Projects | A consolidated and customised approach to nuturing all projects (including new product and continuous improvement activities) into a processing environment. It incorporates key aspects of Early Management, Quality Management and Safety & Environment from the generic TPM system. |
| Focussed Improvement | This is placed 3rd so that activities can be prioritised in the context of information from the probing system and the projects being nurtured into the production system. It includes aspects of Environment & Safety and Quality Management from the generic TPM system |
| Autonomous Maintenance | Same as a generic TPM system although there is a lot more emphasis on subject matter experts and individual contributors to ensure that resource effectiveness is maximised. |
| Planned Maintenance | Same as a generic TPM system. |
| Support | Support for a reliability and maintenance system in the process industry includes many aspects of industrial engineering such as Economic Order Quantities (EOQ) and risk benefit analysis of spare parts holdings, good inventory and warehousing practices, statistical breakdown analysis and response, the list goes on. We have consolidated all of these into the one heading along with Education & Training, and Administrative & Support Department Activities in the generic TPM system. |
2. Overall Equipment Effectiveness (OEE) metric
This was made famous by the Lean movement although it originated from the development of TPM as a way of measuring equipment performance.
OEE is a good measure for independent workstations however, in the process industry, many of these workstations are often connected together.
In these situations, the OEE for a system of directly connected (non-buffered) processes reduces as the number of interconnected processes increases.
The graphic below shows what happens when processes, which by themselves have an independent OEE of 80%, are connected together without buffering.³
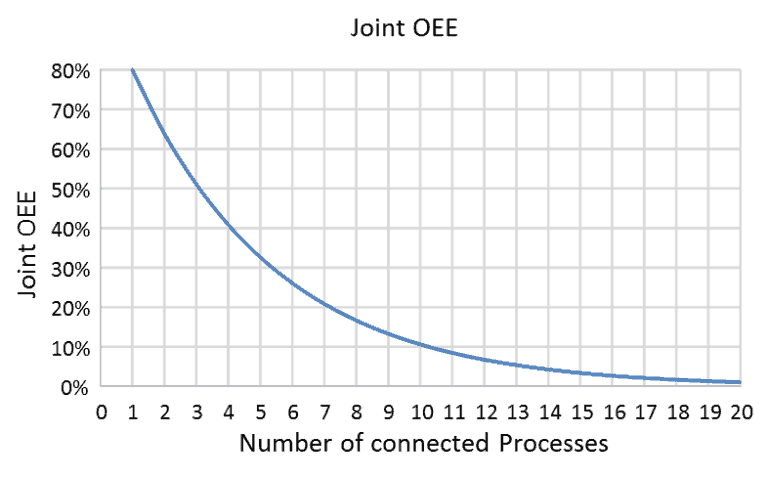
In the process industry its not uncommon to see 5 or 6 processes interconnected. To combat this phenomenon and avoid total OOE’s of less than 40%, managed buffers are used. Managed buffers, in the form of time (WIP) and capacity buffers, are used to create un-balanced flow lines.
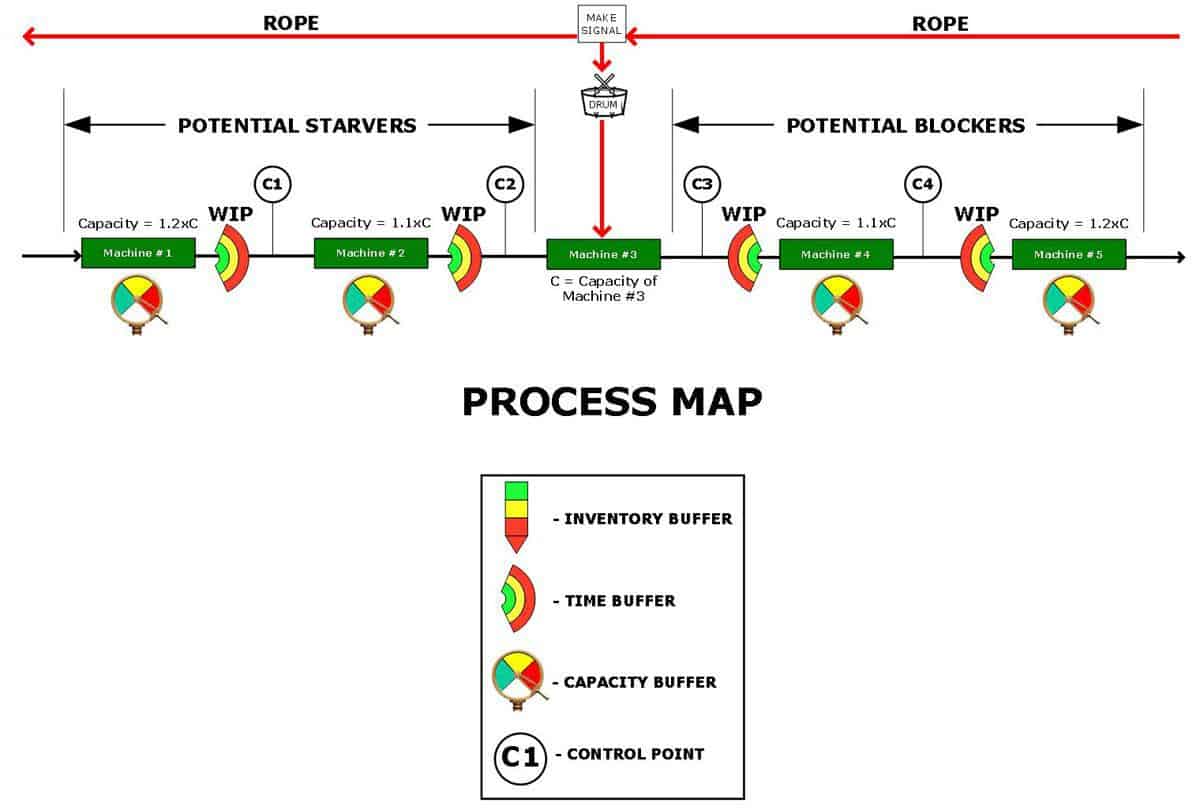
For un-balanced flow lines (see What is a flow line and how can it be manipulated to maximise performance? for more information on un-balance flow lines) one of the processes is identified as the “Drum” and buffers are used to ensure that the Drum doesn’t get starved or blocked. The extent to which this is actually achieved, and therefore the joint efficiencies maintained at an acceptable level, becomes a function of the statistical interplay of time and capacity buffers on the line.
In these circumstances the OOE’s measured at each process/machine are still helpful however, you can see that the most important measure is now the performance of the entire line. A measure called total OEE now becomes confusing because it must be qualified by the unique characteristics of the total line.
UpTime is a better metric for measuring the performance of lines in the process industry and is recognised by the TPM community. The other benefit is that the calculations for OEE and UpTime give the same numercial results:
UpTime % = Overall Equipment Effectiveness (OEE) %
Please see our article How to create a factory performance metric that boosts productivity and changes behaviours for more information on UpTime.
3. Distinction between Continuous Improvement and TPM
The process industry is more capital intensive than the parts assembly industry and therefore more sensitive to machine performance than operator performance.
This will sometimes lead people to announce that TPM needs to be the dominant Continuous Improvement methodology (since TPM focusses on the process). TPM then morphes into the main improvement methodology for a business.
Our preference is to separate a Reliability and Maintenance Excellence effort from a Continuous Improvement effort. One should compliment the other. This is a preference not a rule.
There are 3 places where Continuous Improvement and Reliability and Maintenance Excellence efforts will intersect and that is:
- Performance Probing (above)
- Autonomous Maintenance (above)
- Resource Allocation and Prioritisation (below)
4. Reliability-Centred Maintenance (RCM)
RCM was developed by the commercial aviation industry in the mid 70’s and then adopted by the U.S. military and the nuclear power industry in the mid 80’s. RCM was further developed in the early 90’s so that it could be be adapted for use in the wider industrial community outside aviation and nuclear.
It is a specialised part of a reliability and maintenance strategy, focused on aligning maintenance practices and inspection frequencies with failure probabilities.
Like TPM, RCM can be promoted as a system that goes well beyond its original intention. This causes much confusion because it has been used to brand everything from a full reliability and maintenance strategy right through to failure analysis software.
This confusion is exacerbated in the process industry because reliability discussions (and expectations) are usually set in the context of the entire processing supply system and not at the more detailed component level for which the RCM process was designed.
More recently, the general discipline of RCM in the process industry has gone out of favour and these analysis techniques absorbed into broader reliability and maintenance techniques, including TPM.
5. Resource allocation and prioritisation
As stated earlier, our preference is that a Continuous Improvement effort and a Reliability and Maintenance Excellence effort should be treated separately. This can create tension between the 2 areas mainly because technical and production resources are usually managed by different people.
This means that a key ingredient of both a Continuous Improvement program and a Reliability and Maintenance Excellence program is strong plant leadership. For maximum return from a Continuous Improvement and a Reliability and Maintenance Excellence program, the plant leadership team should;
- establish priorities from the insights gained from a robust Production Probing System,
- agree on the benefits and transition strategy for Autonomous Maintenance
- clearly allocate precious technical and production resources according to agreed and informed priorities.
¹ – Liquid Lean, developing Lean culture in the process industries: Floyd, Raymond C. Taylor & Francis Group 2010.
² – TPM in Process Industries: Suzuki, Tokutaro, Productivity Press 1994
³ – Taken from Christopher Roser’s site – allaboutlean.com