Single Minute Exchange of Dies (SMED) is a Lean manufacturing tool developed around the 1960’s as a systematic way of reducing changeover times in the car assembly industry.
Most SMED guides include 4 steps.
- Identify the changeover elements
- Separate external elements
- Convert Internal Elements to External
- Streamline Remaining Elements
SMED was developed with single work centres in mind (hence the name) and the framework is still applicable in the process industry.
It’s just that in the process industry we are often dealing with several work centres connected together and this presents several challenges.
In the process industry, the challenge is to first identify where and when to apply the SMED techniques and minimise wasted effort.
Know the bottleneck
The majority of lines in the process industry are flow lines.
You can get more information in our article on this topic, What is a Flow Line and how can it be manipulated to maximise performance?
Flow lines have a Drum and this is the machine or work centre at which the production schedule is set for the line.
This should also be the bottleneck for the line and machines and buffers downstream of the Drum are used to shield the drum from blockages.
The machines and buffers upstream of the Drum are used to shield the drum from starving.
The first step in identifying a focus point for a changeover (or SMED) effort is to identify the Drum and also make sure that the Drum is the bottleneck for the line.
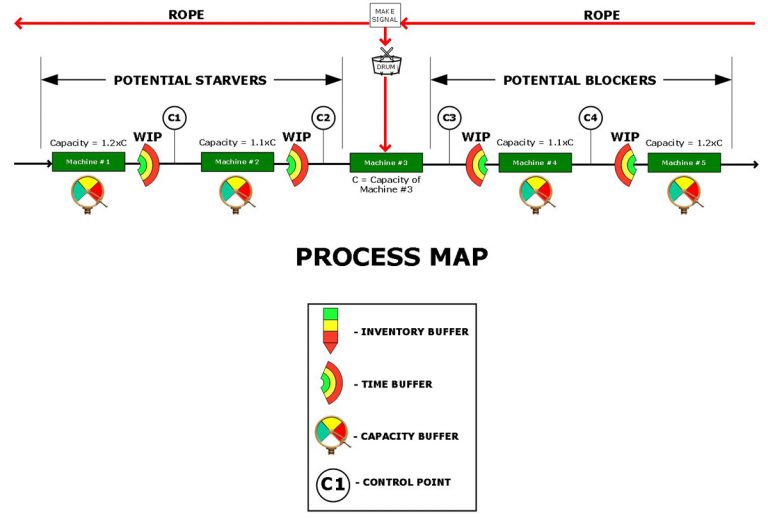
Effect of buffers
As can be seen in the graphic above, well-designed flow lines will include time and capacity buffers.
These buffers shield the Drum from the small stoppages that occur both upstream and downstream of the machine.
In the example above it makes sense to concentrate on the changeovers at Machine #3 as this will have the biggest impact on the schedule.
But there is a lookout here!
If you reduce the changeover time at Machine #3 you need to be aware of whether that improvement will translate to a reduction of change over time for the entire line. Otherwise, you might need to consider the changeovers at each of the other 4 machines.
Size of the prize
Production lines (that is to say flow lines) in the Process Industry are complex.
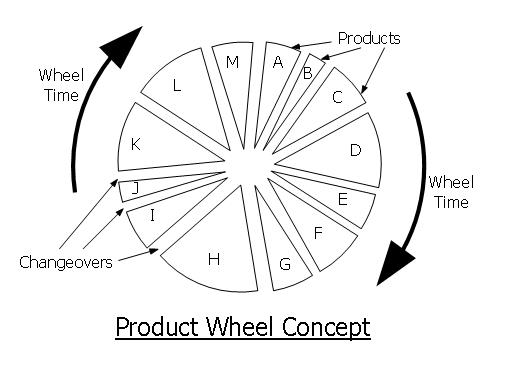
This complexity will usually mean that there is the best sequence in which the line should be run.
This sequence can be represented by Product Wheels. Product Wheels were developed in the early 2000s by DuPont and made more popular by Peter King, an ex-DuPont engineer and Lean specialist (Peter has written several great books on Product Wheels and some of this post relies on The Product Wheel Handbook, Peter L. King, Jennifer S. King, CRC Press 2013).
When products are sorted using the most efficient Product Wheel we usually find that changeovers in the process industry only account for about 15% of the total production time.
Therefore when considering whether to embark on a changeover improvement initiative, it is important to consider the size of the prize. It may be that there are bigger opportunities with a bigger impact than a modest reduction in the 15% total changeover time in your Product Wheel.
Prioritise
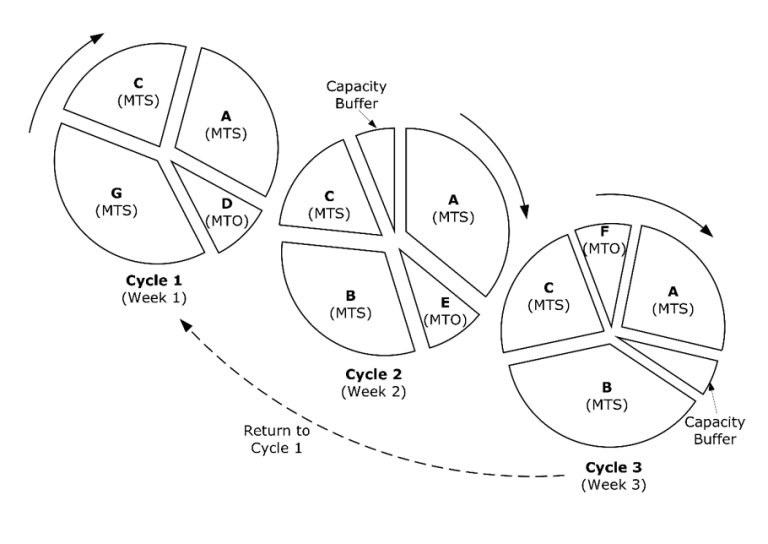
Schedule sequences (or product wheels) in the process industry are usually repeated every 3-4 weeks as shown below (noting that some of the product allocations in the Product Wheels are just “bookmarks” where lower volume products are inserted as demand requires).
Some changeovers will occur in every (3-4 week) cycle.
Other changeovers will only occur every 5 or 6 cycles (or every 6 months or so).
In this environment, less than 10% of the changeovers usually account for over 50% of the changeover time on average.
Also, some changeovers are always scheduled during a shutdown making these changeovers less of a priority in terms of impact on production time.
In selecting the changeovers for an improvement effort (or SMED activity) it is important to understand which are the 3-4 changeovers that make up the majority of the changeover time on the line.
Focusing on other changeovers will be a waste of effort.